A Panasonic TAWERS hegesztőrobot rendszerek főbb jellemzői
A Panasonic TAWERS hegesztőrobot rendszerek által nyűjtott előnyök, a teljesség igénye nélkül

- Panasonic "All In One" technológia - nincs külön interfész a robot és a hegesztő áramforrás között! - A hegesztési paraméterek beállítása NEM jobokkal történik, a kívánt hegesztési paraméterek teljesen rugalmasan beállíthatók
- Nincs külön áramforrás (Panasonic TAWERS integrált hegesztőrobotról lévén szó), így nincs szükség annak kezelőszerveinek megtanulására
- Panasonic „All From One” – mindent egy kézből (Robotmanipulátor, integrált hegesztő áramforrás, robotvezérlés, pozícionálók, munkakábelek, szoftverek, alkatrészek… stb.)
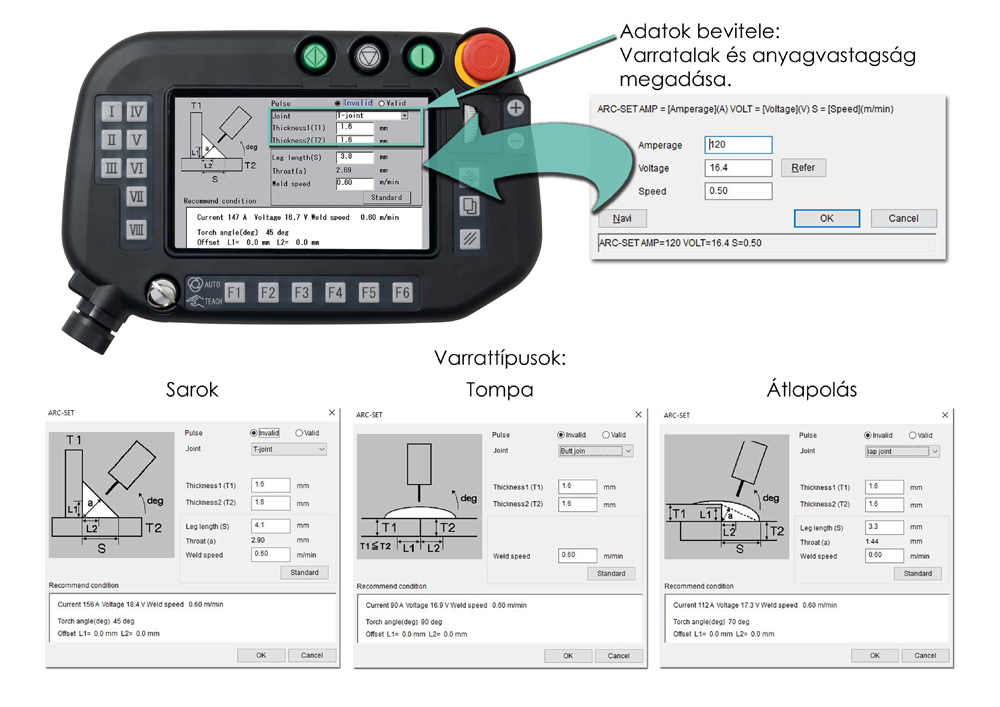
- Az összes hegesztési paraméter megadása a Windows alapú tanítóboksz segítségével
- Gazdaságos és rugalmas rendszermegoldások.
- A Robot és a hegesztő áramforrás fúziója, közös CPU
- Egyetlen hegesztő áramforrás Mig/Mag és Tig hegesztési eljárásokhoz (Mig/Tig csomag opció)
- Könnyű kezelhetőség, optimális hegesztési paraméterek javaslata (hegesztési navigációs szoftver)
- A hegesztéskor keletkező fröcskölések csökkentése
- Speciális hegesztési folyamatok és jelleggörbék különböző anyagokhoz
- Stabilabb ívgyújtás a hegesztés kezdetekor a „Lift Start” funkciónak köszönhetően
- Állandó geometriai átmérő a hegesztő huzal végén a „lift end” funkciónak köszönhetően
- Automatikus és állandó huzal távolság szabályzás – horizontális nyomon követés – opció
- Panasonic TAWERS tapintó szenzor – opció
- Panasonic TAWERS Ív szenzor – opció
- … és még sok más.
Hegesztési navigációs szoftver
Integrált hegesztőrobotról lévén szó, a rendszer segít a megfelelő hegesztési paraméterek kiválasztásában (tekintve, hogy az áramforrás is Panasonic).
Széles hegesztési alaptáblázat és karakterisztika választási lehetőség
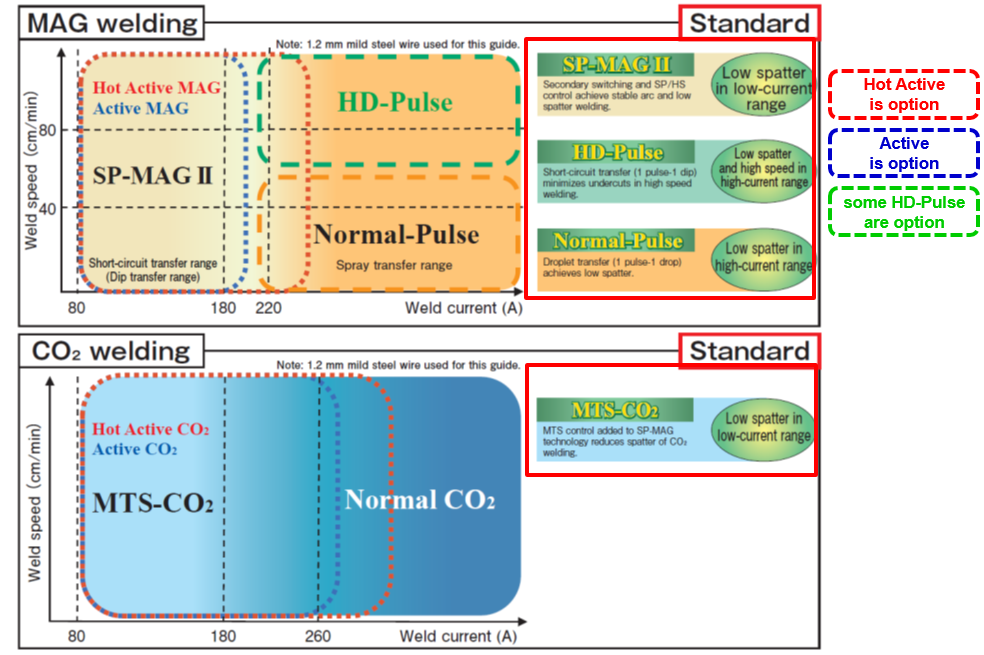
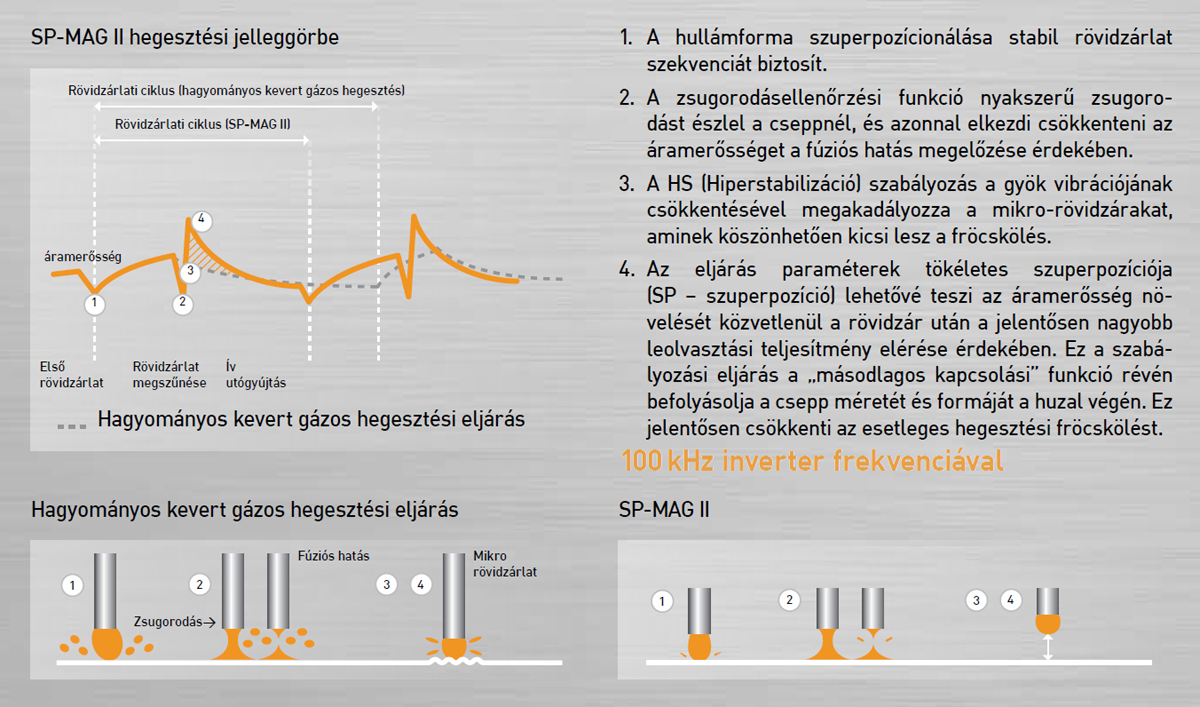
SP-MAG II hegesztési eljárás
A nem kívánt fröcskölődések drasztikus csökkentése vékony lemezek hegesztésénél is.
A Szuper-Imposition vezérlés csökkenti a rövidzár ciklust és növeli a hegesztési sebességet
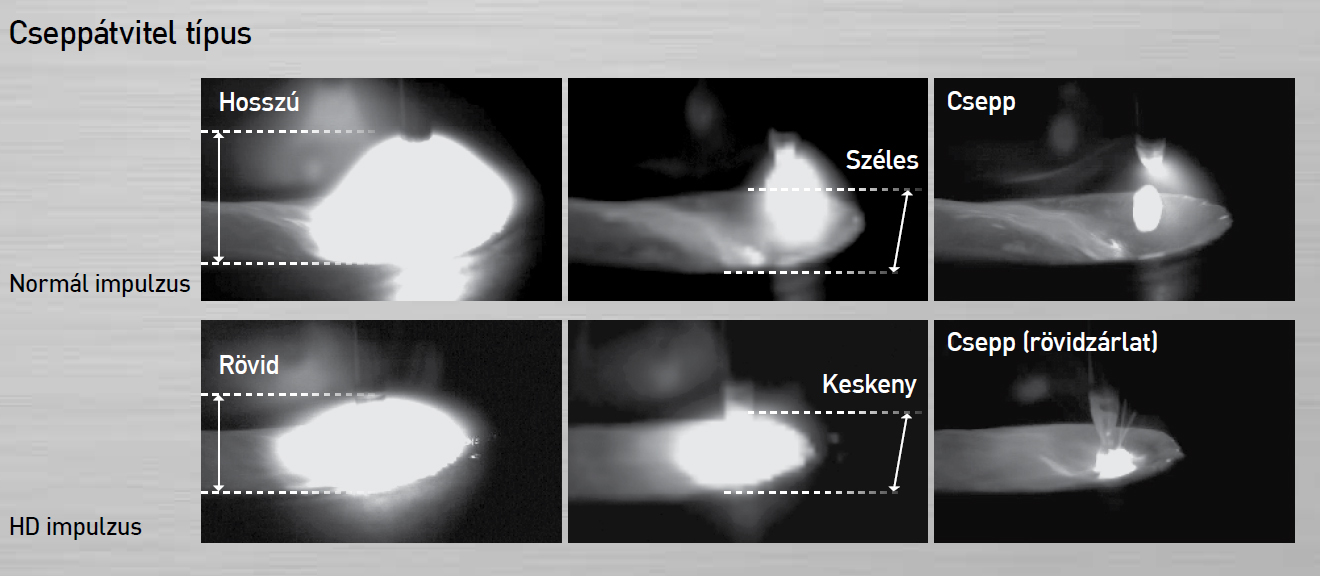
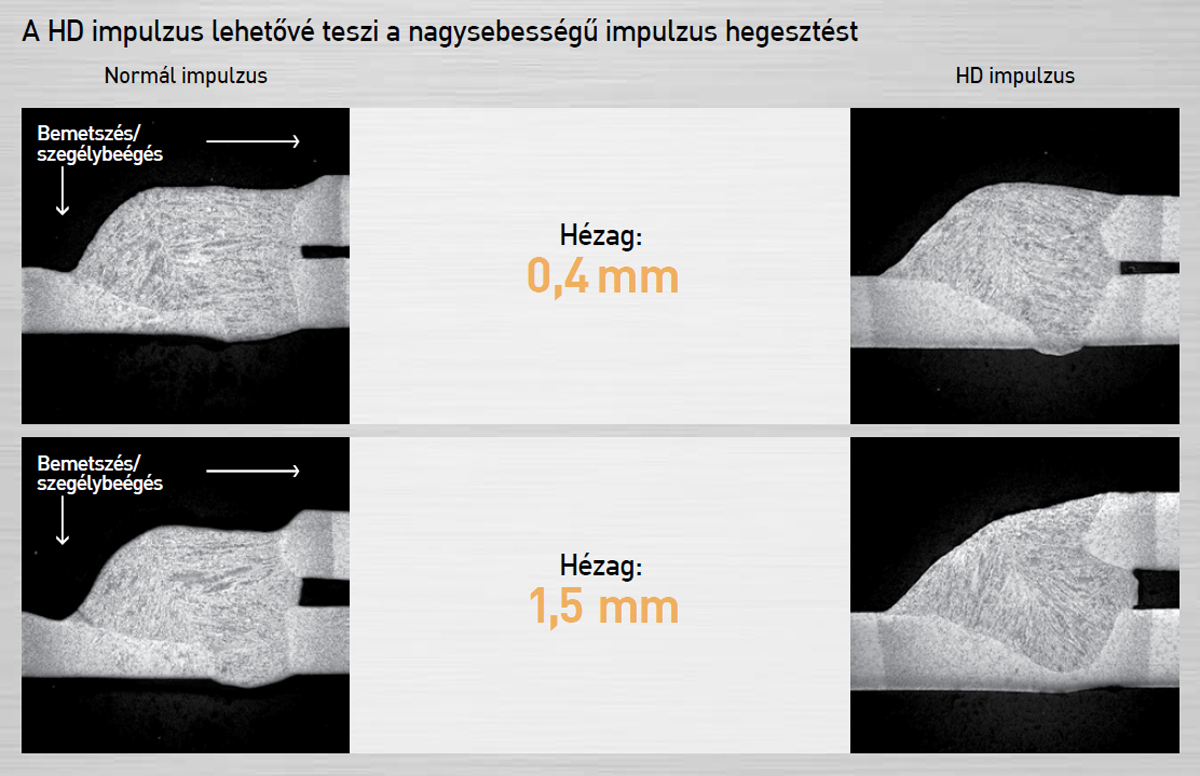
HD-Pulzus hegesztés (Hyper Dip-Pulzus vezérlés)
Megakadályozza a szélbeégést 280A, vagy nagyobb tartományú és sebességű hegesztés esetén.
A rövidzáras cseppátvitel lehetővé teszi a kisebb hőbevitelt és a résfeltöltés jobb kezelhetőségét.
A precízen vezérlet cseppátmenet-időzítés csökkenti a fröcskölések számát
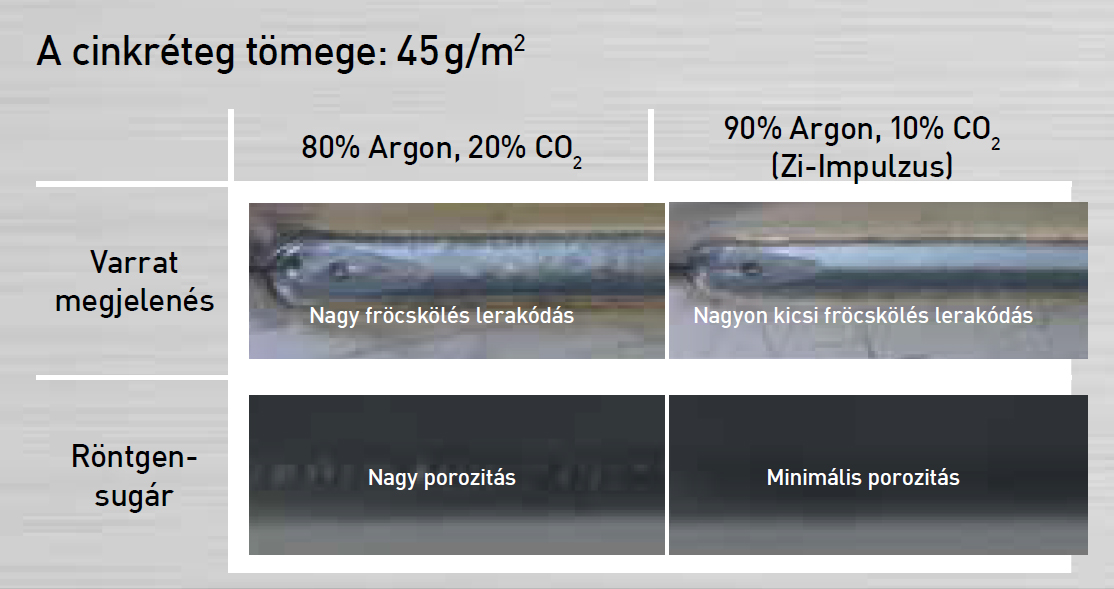
Zi-Tech/Zi-Pulzus hegesztés
HD-pulzus, valamint 90% Argon / 10% CO2 védőgáz használata esetén a fröcskölődések számának csökkenése horganyzott lemezek hegesztése esetén.
Hatékony 45-60g.m2 bevonat esetén.
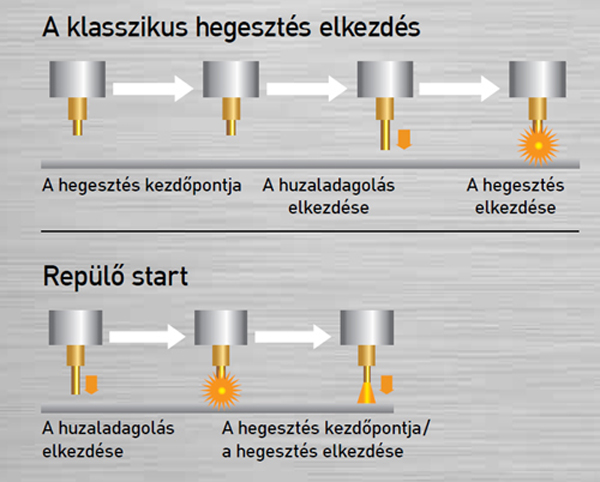
Repülő start
Ez a funkció lehetővé teszi a robot számára a hegesztési feladatok előtti folyamatok (gázelőfolyás, huzalindítás) gyorsabb végrehajtását, mellyel lerövidíthetők a ciklusidők.
Automatikus huzalvisszahúzás
A robot, a következő hegesztési kezdőpontra történő mozgás alatt, visszahúzza a hegesztőhuzalt az előre beállított paramétereknek megfelelően.

Automatikus huzalletapadás gátlás
Hegesztés végén automatikusan érzékeli a huzal esetleges hegfürdőbe történő leragadását, majd ismételt, rövid idejű villamos ív épül ki, a letapadás meggátolása érdekében.
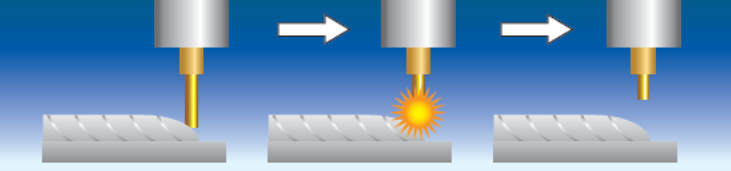
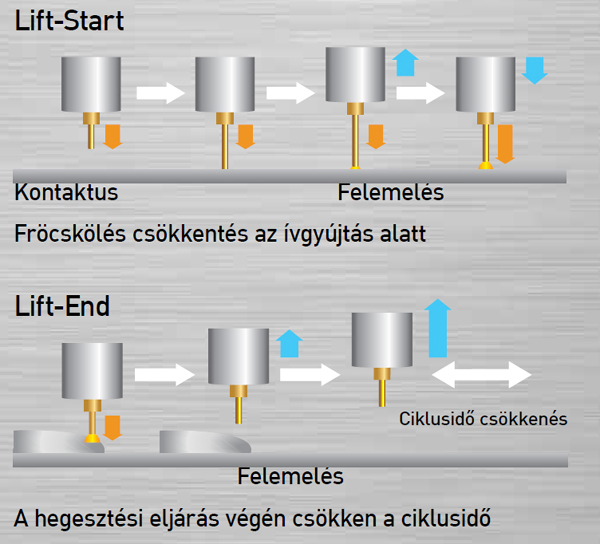
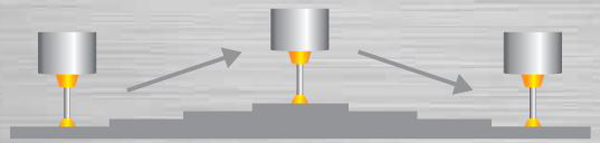
Lift Start / Lift End
|
Az integrált termékkoncepciónak köszönhetően, a robot mozgása és az áramforrás viselkedése összehangolható egymással. A TAWERS Lift start és Lift end funkció használatával közel nullára csökkenthetők a nem kívánt fröcskölődések, valamint nagyban növelhető a rendszer sebessége. Ez azt jelenti, hogy a hegesztési folyamat elején vagy végén, a robot a karját megemeli, hogy ideális hegesztési eredményt érjen el. A lift-start technológia lehetővé teszi az ívgyújtáskor képződő esetleges fröcskölődések drasztikus csökkentését. |
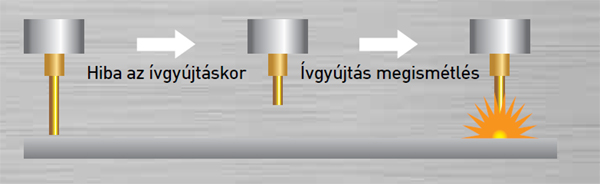
Automatikus ívgyújtás megismétlés
Ez a funkció akkor lép életbe, ha ívgyújtáskor nem épül ki villamos ív. A robot megváltoztatja pozícióját és megkísérli az újabb ívgyújtást a betanított hegesztési vonal mentén. Ezt követően nagyobb sebességgel visszamegy kiinduló helyzetbe, majd végrehajtja az előzetesen betanított hegesztési feladatot. Ez a funkció rendkívül fontos a rugalmas termelési rendszerekben, mivel javítja a rendszer hatékonyságát.
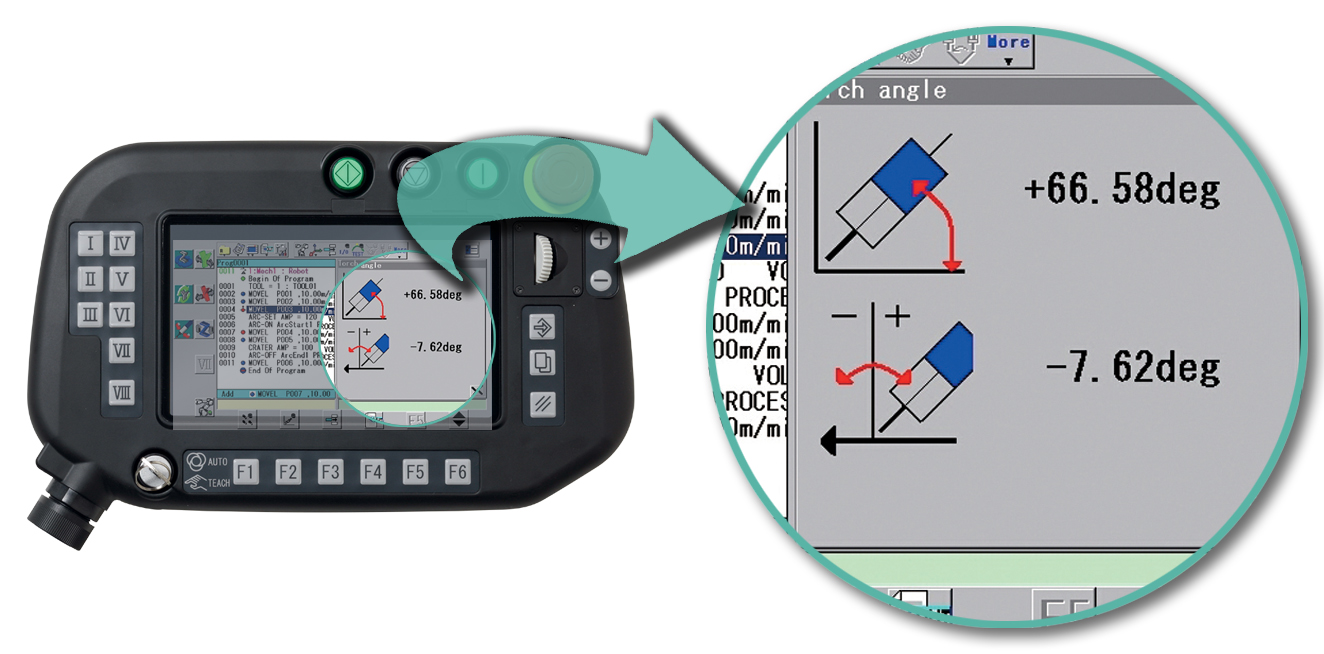
Pisztolyszög kijelző
- A hegesztőpisztoly dőlésszögének kijelzése
- Dőlésszög (munkaszög)
- Előre/Hátra szög (toló/húzó szög)
- Lehetővé teszi a programozó számára a pisztolyfej dőlésszögének megjelenítését, melynek köszönhetően tökéletesen pozícionált hegesztési varrat készíthető.
Hegesztési adatrögzítés - Weld Monitor (Standard Verzió)
Hegesztési adatok monitorozása, hardver hozzáadása nélkül.
Hegesztési adatok nyomon követése, egyszerű ablakban.
A hegesztőáram, ívfeszültség, rövidzárlatok száma, huzaltoló motor áramfelvételének kijelzése.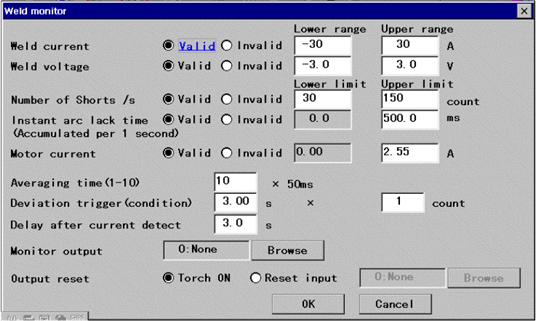
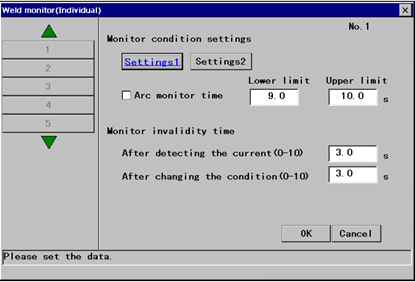
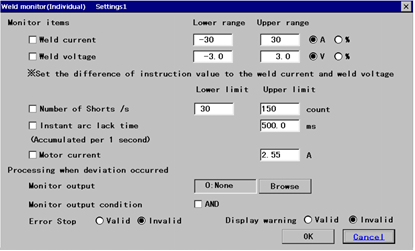
Hegesztési adatrögzítés - Weld Monitor (Teljes verzió)
Közös és egyedi felügyeleti beállítások állnak rendelkezésre.
Akár 50 egyedi felügyeleti beállítás.
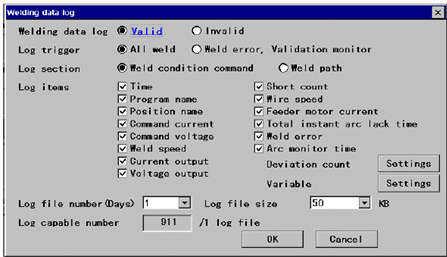
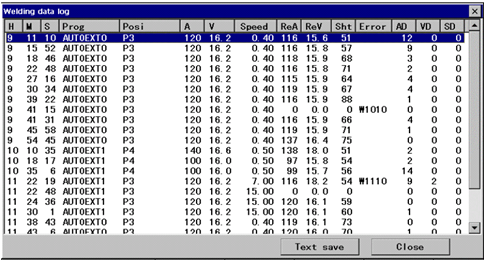
Hegesztési adatrögzítés - Hegesztési adatok loggolása és rögzítése
Hegesztési adatgyűjtés, minőségellenőrzési nyilvántartásokhoz.
Exportálás Etherneten keresztül.
A naplóadatok elemzése könnyedén elvégezhető.
Hegesztési hullámforma megjelenítése

Automatikus ívhossz szabályzás
- A robot észleli az ívhossz változásait és automatikusan kompenzálja
- Tökéletes megoldás az ívhossz állandó megőrzéséhez, az egyenletes hegesztéshez és az egyenletes beolvadáshoz
- Opcionális szoftver
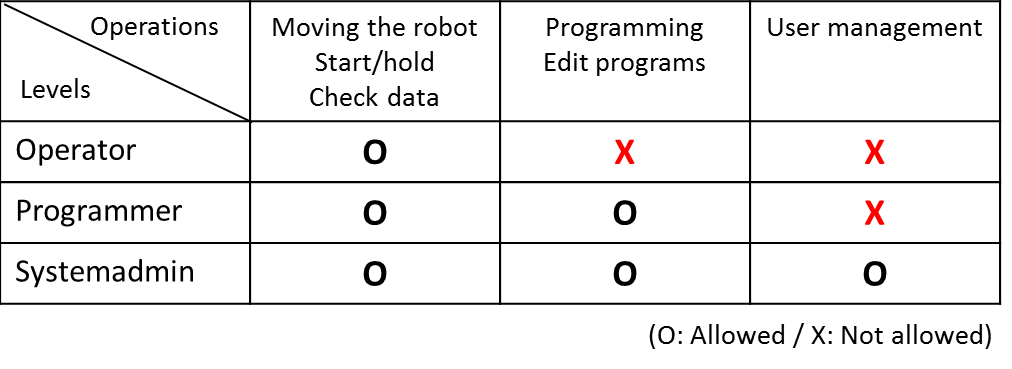
Hozzáférés korlátozás
A TAWERS rendszer három féle hozzáférési jogot biztosít. Az operátornak lehetősége van programok meghívására, manuális tesztelésükre, valamint futtatásukra. A programozó létrehozhat és módosíthat hegesztési programokat. A rendszergazda a legmagasabb feldolgozási szintet képvisel és legfeljebb 99 felhasználót hozhat létre. A különböző szinteket és lehetséges műveleteket az alábbiakban soroljuk fel.
SYN-TIG KATALÓGUSOK
Hegesztés egyszerűen

PC szoftverek Hegesztőrobot rendszerekhez
megtekintésPanasonic hegesztőrobot rendszerek

SYN-TIG
megtekintésHegesztés egyszerűen

Integrált hegesztőrobot rendszer
megtekintés

